Fraktiotislaus on yksi kemiantekniikan yksikköoperaatioista. Fraktiointikolonnit ovat laajalti käytössä kemian prosessiteollisuudessa, jossa on tislattava suuria määriä nesteitä. Tällaisia teollisuudenaloja ovat öljynjalostus, petrokemian tuotanto, maakaasun jalostus, kivihiilitervan jalostus, panimoteollisuus, nesteytetyn ilman erottaminen, hiilivetyjen liuottimien valmistus ja vastaavat teollisuudenalat, mutta laajimmin sitä käytetään öljynjalostamoissa. Tällaisissa jalostamoissa raakaöljyn raaka-aine on monimutkainen, monikomponenttinen seos, joka on erotettava, eikä puhtaiden kemiallisten yhdisteiden saantoa odoteta, vaan ainoastaan suhteellisen pienellä kiehumispistealueella olevien yhdisteryhmien, joita kutsutaan myös fraktioiksi. Tästä juontaa juurensa nimitys fraktioitu tislaus tai fraktiointi. Näissä fraktioissa olevia komponentteja ei useinkaan kannata erottaa enempää tuotevaatimusten ja taloudellisuuden perusteella.
Tislaus on yksi yleisimmistä ja energiaintensiivisimmistä erotusprosesseista. Erotuksen tehokkuus riippuu kolonnin korkeudesta ja halkaisijasta, kolonnin korkeuden ja halkaisijan suhteesta sekä itse tislauskolonnin sisältämästä materiaalista. Tyypillisessä kemiantehtaassa sen osuus kokonaisenergiankulutuksesta on noin 40 prosenttia. Teollinen tislaus suoritetaan tyypillisesti suurissa, pystysuorissa sylinterimäisissä kolonneissa (kuten kuvassa 2 on esitetty), joita kutsutaan ”tislaustorneiksi” tai ”tislauskolonneiksi” ja joiden halkaisija vaihtelee noin 65 senttimetristä 6 metriin ja korkeus vaihtelee noin 6 metristä 60 metriin tai enemmän.


Teollisuuslaitosten tislaustorneja pyöritetään tavallisesti jatkuvassa tasaantuneessa tilassa. Elleivät muutokset syötteessä, lämmössä, ympäristön lämpötilassa tai lauhdutuksessa aiheuta häiriöitä, lisättävän syötteen määrä on tavallisesti yhtä suuri kuin poistettavan tuotteen määrä.
Keittimestä ja syötteen mukana kolonniin tulevan lämmön määrän on oltava yhtä suuri kuin ylälauhduttimesta ja tuotteiden mukana poistettavan lämmön määrä. Tislauskolonniin tuleva lämpömäärä on ratkaiseva toimintaparametri, sillä liiallinen tai riittämätön lämmön lisääminen kolonniin voi johtaa vaahtoamiseen, vuotamiseen, mukana kulkeutumiseen tai tulvimiseen.
Kuvassa 3 on kuvattu teollinen jakotislauskolonni, jossa jakotislausvirta erotetaan syöttövirrasta yhdeksi tislejakeeksi ja yhdeksi pohjakuonajakeeksi. Monissa teollisissa jakotislauskolonneissa on kuitenkin ulostuloaukot kolonnin eri välein, jotta kolonnista, jossa tislataan monikomponenttista syöttövirtaa, voidaan poistaa useita tuotteita, joilla on eri kiehumisalueet. ”Kevyimmät” tuotteet, joiden kiehumispisteet ovat alhaisimmat, poistuvat kolonnin yläosasta ja ”raskaimmat” tuotteet, joiden kiehumispisteet ovat korkeimmat, poistuvat alaosasta.
Teollisissa jakotislauskolonneissa käytetään ulkoista takaisinvirtausta tuotteiden paremman erottelun saavuttamiseksi. Refluksi tarkoittaa sitä osaa kondensoituneesta yläpuolisesta nestemäisestä tuotteesta, joka palaa fraktiointikolonnin yläosaan, kuten kuvassa 3 on esitetty.
Kolonnin sisällä alaspäin virtaava refluksineste huolehtii ylöspäin virtaavien höyryjen jäähdyttämisestä ja kondensoinnista, mikä lisää tislaustornin tehokkuutta. Mitä enemmän takaiskuvirtausta ja/tai mitä enemmän lokeroita on, sitä paremmin torni erottaa alempikiehuvat aineet korkeampikiehuvista aineista.
Jakeistuskolonnin suunnittelu ja toiminta riippuvat syötteen koostumuksesta ja sekä haluttujen tuotteiden koostumuksesta. Yksinkertaisen, kaksikomponenttisen syötteen tapauksessa voidaan käyttää analyyttisiä menetelmiä, kuten McCabe-Thiele-menetelmää tai Fensken yhtälöä. Monikomponenttisen syötteen osalta käytetään simulointimalleja sekä suunnittelussa, käytössä että rakentamisessa.
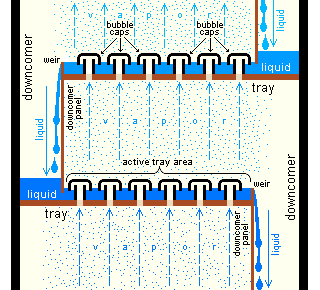
Kuplakorkkiset ”lokerot” tai ”levyt” ovat yksi fysikaalisten laitteiden tyypeistä, joita käytetään hyvän kosketuksen aikaansaamiseksi ylösvirtaavan höyryn ja alasvirtaavan nesteen välille teollisessa jakotislauskolonnissa. Tällaiset lokerot on esitetty kuvissa 4 ja 5.
Lokeron tai levyn hyötysuhde on tyypillisesti alhaisempi kuin teoreettisen 100 %:n hyötysuhteen omaavan tasapainovaiheen hyötysuhde. Näin ollen fraktiointikolonnissa tarvitaan lähes aina enemmän todellisia, fyysisiä levyjä kuin tarvittava määrä teoreettisia höyry-neste-tasapainovaiheita.

Teollisessa käytössä kolonnissa käytetään joskus pakkausmateriaalia lokeroiden sijasta, erityisesti silloin, kun kolonnin yli tarvitaan pieniä painehäviöitä, kuten tyhjiössä toimiessa. Tämä pakkausmateriaali voi olla joko satunnaisesti dumpattu pakkaus (1-3 tuumaa tai 2,5-7,6 cm leveä), kuten Raschigin renkaat, tai strukturoitu metallilevy. Nesteillä on taipumus kostuttaa pakkauksen pinta, ja höyryt kulkevat tämän kostutetun pinnan yli, jolloin tapahtuu aineensiirto. Eri muotoisilla pakkauksilla on erilaiset pinta-alat ja tyhjätilat pakkausten välillä. Nämä molemmat tekijät vaikuttavat pakkauksen suorituskykyyn.